جوشکاری پروسه ای است که طی آن دو قطعه به صورت دائمی به یکدیگر وصل می شوند. این نوع اتصال قابلیت آب بندی دارد و بسیار مستحکم است. برای انجام این عمل انواع دستگاه جوش وجود دارند که می توان آنها را با توجه به نوع جوشکاری و قطعه یا سطح مورد نظر انتخاب کرد. جوشکاری به دو روش ذوبی و غیر ذوبی انجام می شود.
انواع جوشکاری
- جوشکاری ذوبی
- جوشکاری غیر ذوبی
جوشکاری ذوبی (FW)
جوش کاری ذوبی که به آن جوشکاری حالت مایع نیز گفته می شود، از طریق ذوب قطعات انجام می شود. به این صورت که لبه های فلزات مورد نظر را ذوب کرده و آنها را به یکدیگر می چسبانند. منبع حرارت مورد نیاز می تواند شعله، اشعه، لیزر و… باشد. پس از سرد شدن قطعات، دوقسمت به یکدیگر متصل می شوند. این روش بر اساس نوع منبع انرژی به چند دسته تقسیم می شود:
- جوشکاری قوسی
- جوشکاری اکسی گاز
- جوشکاری الکترونی
- جوشکاری لیزری

همچنین ببینید: اینورتر جوشکاری ادون
1) جوشکاری قوسی (AW)
جوش کاری قوسی یا ARC یکی از پر کاربرد ترین روش های جوشکاری است. در این روش، حرارت مورد نیاز برای انجام جوشکاری از طریق قوس الکتریکی به وجود آمده تامین می شود. برای ایجاد قوس الکتریکی از یک منبع تغذیه با جریان متناوب یا مستقیم بین الکترود و قطعه استفاده می شود. الکترود جوشکاری یک قطعه ی فلزی با روکش های متفاوت است که در فرآیند جوشکاری ذوب می شود و سطوح مورد نیاز را می پوشاند. توجه کنید که انتخاب الکترود مناسب در این روش از اهمیت بالایی برخوردار می باشد. اگر الکترودی که برای جوشکاری انتخاب می کنید مناسب نباشد، چسبندگی لازم را ایجاد نمی کند و عمل جوش کاری به خوبی انجام نمی شود. در ادامه به بررسی برخی از روش های پرکاربرد جوشکاری قوسی می پردازیم.
جوش کاری قوسی با الکترود روکش دار (SMAW)
جوشکاری با الکترود دستی روکش دار، یکی از محبوب ترین و پرکاربرد ترین روش های جوشکاری است که از دهه ی 1930 به کار می رفته است. در این روش قوس الکتریکی ایجاد شده، الکترود جوشکاری و لبه ی قطعات را ذوب می کند. به منطقه ای که در نتیجه ی این فرآیند ایجاد می شود حوضچه ی ذوب می گویند. هر چه قوس از این محل دور تر می شود، مخلوط مذاب حاصل از الکترود و فلز سرد می شوند و اتصال انجام می شود. الکترود هنگام ذوب گاز هایی تولید می کند که از فلز در برابر اکسید شدن محافظت می کند. گاز های تشکیل شده پس از خنک شدن بر روی فلز سر بار می شوند. به همین علت این روش قابلیت استفاده در هوای بارانی را نیز دارد. توجه کنید شاید نیاز باشد پس از انجام جوشکاری بر روی فلز مورد نظر با این روش، فرآیند آنیل هم بر روی آن انجام شود.
مزایای استفاده از جوشکاری قوسی با الکترود روکش دار:
- آسان و ارزان است.
- به گاز محافظ احتیاجی ندارد.
- در برابر فرسایش مقاوم است.
- در تمام شرایط آب و هوایی قابل استفاده است.
- تجهیزات آن ساده و در نتیجه حمل ونقل آن آسان است.
- دود حاصل از جوشکاری در این روش بسیار کم است.
- برای جوشکاری فولاد های ساختمانی می توان از این روش استفاده کرد.
- امکان استفاده از این روش برای فلزات زنگ زده، کثیف و رنگ شده وجود دارد.
- استفاده از این روش برای فلزات رنگین و اتصالات بسیار نازک توصیه نمی شود.

همچنین ببینید: دستگاه جوش تفتگی
جوشکاری قوسی زیر پودری (SAW)
در این روش از جوشکاری قوسی، هنگامی که نوک الکترون درون مواد پودری قرار بگیرد قوس الکتریکی بین قطعه ی کار و الکترود ایجاد می شود. پس می توان گفت قوس ایجاد شده در این روش در زیر توده ای از پودر تشکیل شده از مواد معدنی ویژه ایجاد می شود. ب همین علت در این روش بخشی از این پودر ذوب می شود و محلی که قرار است جوش داده شود را می پوشاند. پودر مذاب در این حالت رسانا می باشد، به همین علت قوس الکتریکی از آن عبور کرده و به قطعه ی مورد نظر می رسد. الکترود مورد استفاده در این روش سیمی است. برای جلوگیری از ایجاد جرقه و پاشش مواد به اطراف محل جوشکاری، از مواد پرکننده که همان مذاب پودر های دانه ریز هستند، استفاده می شود. این روش به علت استفاده از پودر، تنها در حالت های افقی و سطحی استفاده می شود. اغلب برای جوشکاری فولاد ضد زنگ، ساخت واگن های راه آهن، خطوط لوله، فولاد ساختمانی با استحکام بالا و ساخت تیر ورق از این روش استفاده می شود.
مزایای استفاده از جوشکاری قوسی زیر پودری:
- انجام این روش به جوش کار ماهر نیاز ندارد.
- نرخ رسوب و بازدهی در این روش بالا است.
- قطرات مذاب در این روش به اطراف پاشیده نمی شوند.
- هنگام انجام این جوشکاری تشعشع و دود ایجاد نمی شود.
- جوش ایجاد شده با این روش عمیق و هم سطح با قطعه انجام می شود.
معایب استفاده از جوشکاری قوسی زیر پودری:
- روش بیشتر برای جوشکاری قطعات و اتصالات ضخیم و فلزات ساده که کمتر از 30% کربن، کمتر از 50% فسفر و کمتر از 50% گوگرد دارند، مناسب می باشد.
- اگر شکل اتصال دراین روش مناسب نباشد و یا از جنس الکترود نا مناسب استفاده شود، ترک انقباضی رخ می دهد.
- ترک هیدروژنی فرآیندی است که می تواند تا روز ها پس از انجام جوشکاری ادامه پیدا کند. برای جلوگیری از وقوع این موضوع باید سطح الکترود و اتصالات کاملا تمیز و عاری از مواد هیدروژنی باشند.
جوشکاری قوسی تو پودری (FCAW)
این روش نسبت به روش های قبل پیشرفته تر و تجهیزات مورد استفاده در فرآیند آن گران تر است. در این روش الکترود یا همان سیم جوش حاوی پودر می باشد و قوس الکتریکی بین قطعه ی کار و الکترود ایجاد می شود، که در ادامه ی آن حرارت ایجاد شده و اتصال مورد نظر انجام می شود. در این روش بر خلاف روش قبلی پودر داخل الکترود یا همان سیم جوش وجود دارد. حرارت ایجاد شده در این روش جوشکاری بسیار بالا است، به همین علت از این روش می توان برای جوشکاری تجهیزات سنگین و فلزات ضخیم استفاده کرد.هنگام جوشکاری با این روش نیازی به توقف جوشکاری و تعویض الکترود نیست، به همین علت سرعت انجام کار با این روش بیشتر از روش های قبلی است.
همچنین ببینید: اینورتر جوشکاری 200 آمپر صبا مدل توربو (TURBO)
جوشکاری قوسی کربنی (CAW)
جوشکاری قوسی کربنی یک روش قدیمی جوشکاری می باشد که امروزه به علت کیفیت پایین آن کاربرد کمی دارد. در این روش حرارت مورد نیاز از طریق قوس الکتریکی و یک الکترود از جنس کربن تامین می شود. فرآیندی که با نام Twin carbon arc welding نیز شناخته می شود، جوشکاری قوسی دو کربنی نام دارد که می توان با تنظیم فاصله الکترود ها میزان حرارت تولید شده را کنترل کرد.
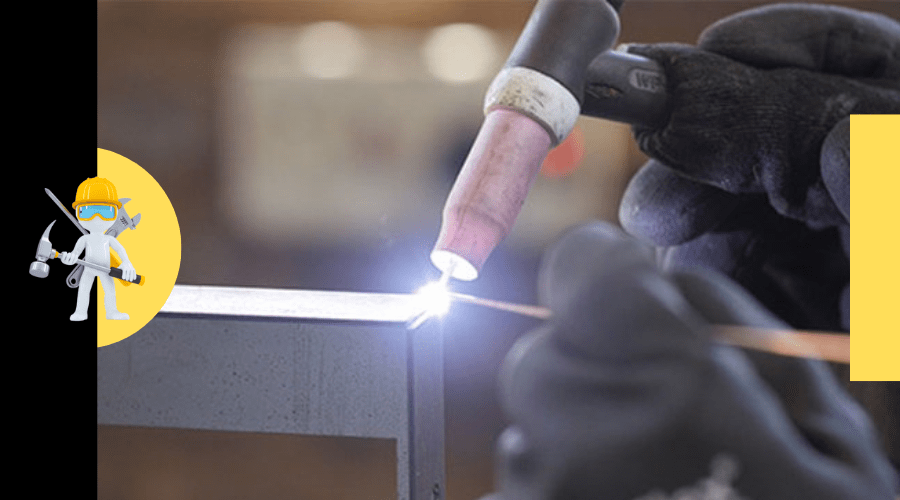
جوشکاری قوسی با گاز محافظ و الکترود تنگستنی (GTAW , TIG)
در این روش که به آن جوشکاری تیگ نیز می گویند، از یک الکترود تنگستنی که مصرف نشدنی است استفاده می شود. قوس الکتریکی که بین قطعه ی کار و این الکترود ایجاد می شود موجب ذوب فلز پایه و در نتیجه تشکیل حوضچه مذاب می گردد. برای محافظت از جوش در برابر هوای آزاد از گاز های حفاظتی مانند هلیوم یا آرگون استفاده می شود. به علت آهسته بودن این فرآیند جوشکاری و دقت بالای این روش، از آن در صنایع هوا و فضا استفاده می شود. نرخ رسوب در این روش کم و هزینه ی استفاده از آن بالا می باشد.
جوشکاری قوسی با الکترود فلزی تحت گاز محافظ (GMAW , MIG-MAG)
الکترود مورد استفاده در این جوشکاری قوسی با گاز محافظ، الکترود بدون روکش می باشد. در این روش برای جلوگیری از آسیب مواد مذاب به فلز جوش، از گاز بی اثر یا فعال استفاده می شود. اگر گازی که در جوشکاری استفاده می شود بی اثر باشد به آن جوشکاری میگ (MIG) و اگر گاز استفاده شده فعال باشد، جوشکاری مگ (MAG) نام داد. این گاز ها از طریق کپسول های مخصوصی به سمت قوس هدایت می شوند و حفاظت مناسبی را ایجاد می کنند.
جوشکاری قوسی پلاسما (PAW)
از این روش بیشتر در صنایع لوله سازی و ابزار سازی استفاده می شود. جوشکاری قوسی پلاسما تقریبا شبیه به جوشکاری تنگستنی است با این تفاوت که فاصله ی الکترود با قطعه ی کار در این روش بیشتر است. حرارت بالای قوس الکتریکی گاز های ورودی را یونیزه می کند و باعث تشکیل یک جریان پلاسما می شود. در انتها، این جریان و به همراه گاز ها از نازل خارج می شوند و به سطح مورد نظر برخورد می کنند.
تا این قسمت با روش های جوشکاری قوسی که یکی از روش های جوشکاری ذوبی می باشد آشنا شدید. در ادامه به معرفی دیگر روش های جوشکاری ذوبی می پردازیم.

همچنین بخوانید: جوشکاری طلا و جواهرات چگونه انجام می شود؟
2) جوش کاری ذوبی اکسی گاز (OFW)
جوشکاری گازی یکی از پر کاربرد ترین روش های جوشکاری است که به آن اکسی گاز و یا اکسی استیلن هم می گویند. در این روش یک مشعل دستی وجود دارد که به وسیله ی اکسیژن و استیلن حرارت و شعله تولید می کند. بر روی این مشعل شیر های کنتر لوجود دارد که می توان به وسیله ی آن حجم گاز های ورودی را تنظیم کرد. از انواع روش های جوشکاری گازی می توان به جوشکاری با گاز پروپان، جوشکاری هوا استیلن، جوشکاری با گاز و فشار، جوشکاری اکسیژن هیدروژن و … اشاره کرد.
3) جوشکاری ذوبی با پرتوی الکترونی (EBW)
جوشکاری با پرتوی الکترونی فرآیندی پرهزینه و در عین حال بسیار پیشرفته است که در شرایط خلاء انجام می شود. در این روش برخورد الکترون ها به قطعه ی مورد نظر باعث ایجاد حرارت شده و دمایی حدود 25000 درجه ی سانتی گراد را تولید می کند. با استفاده از این روش می توان هر سطحی با هر جنس و ضخامتی را به یکدیگر متصل کرد. ایجاد جوش های بدون اعوجاج و انحراف، باریک و عمیق از مزیت های این روش محسوب می شود.
4) جوشکاری ذوبی با پرتوی لیزری (LBW)
جوش کاری با پرتوی لیزری نیز یکی از روش های جدید و پیشرفته محسوب می شود. بر خلاف انرژی کمی که در این روش به قطعه وارد می شود، می توان با استفاده از آن جوش های عمیق و نازک تولید کرد. گرمای لازم برای تشکیل حوضچه مذاب در این روش از طریق تابش پرتو های لیزری به سطح قطعه تامین می شود. از جوش لیزری می توان برای انواع مواد مهندسی مانند پلیمر و انواع فلزات استفاده کرد. سرعت بالای جوش در این روش ممکن است باعث ترک خوردن قطعه شود.
جوشکاری غیر ذوبی
در روش جوشکاری غیر ذوبی نیازی به ذوب کردن قطعات نیست و دو قطعه مورد نظر از طریق فشار وارد شده به هم متصل می شوند. د راین رو شا الکترود و یا ماده پر کننده استفاده نمی شود به همین علت فلزات خواص اولیه ی خود را حفظ می کنند. در ادامه به بررسی روش های جوش غیر ذوبی می پردازیم.

همچنین ببینید:
1) جوشکاری مقاومتی (RW)
جوشکاری مقاومتی پر کاربرد ترین روش جوشکاری غیر ذوبی است. اتصال قطعات در این روش به دو صورت انجام میشود:
- اعمال فشار بر روی سطوح
- اعمال جریان الکتریکی بین قطعات
عدم استفاده از سیم جوش در این روش موجب سرعت بالای این روش شده است. جوشکاری مقاومتی به روش های مختلفی انجام می شود.
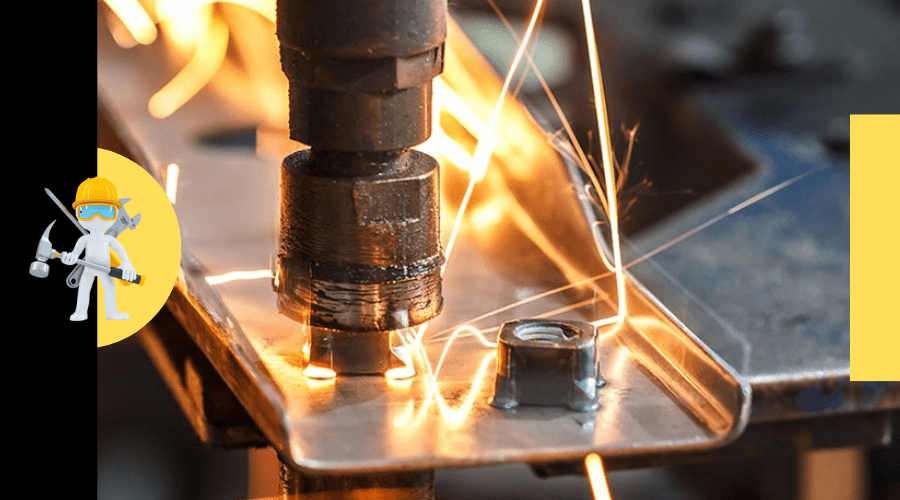
جوشکاری مقاومتی نقطه ای (RSW)
در این روش که بیشتر در صنایع خوردرو سازی و هوا و فضا کاربرد دارد برای ایجاد جوش، هم زمان از دو نیروی گرما و فشار استفاده می شود. در روش نقطه ای دو سطح مورد نظر بر روی هم قرار میگیرند و توسط دو الکترود به آنها فشار وارد می شود. مقاومت الکتریکی صورت گرفته باعث ایجاد جریان الکتریکی و حرارت، و د رنهایت اتصال دو ورقه می شود.
جوش کاری مقاومتی درز جوش (RSEW)
تفاوت این روش با روش قبل در این است که الکترود ها مانند چرخ های دوار برای ایجاد اتصال، بر روی سطح مورد نظر می غلتند. جوش های تشکیل شده با این روش پیوسته می باشد.
جوش کاری مقاومتی زائده ای (RPW)
در این روش باید حداقل یکی از قطعات دارای بر آمدگی باشند. در غیر این صورت یک قطعه بین آنها قرار داده می شود. این کار باعث می شود حرارت و فشار بر روی قطعات برآمده متمرکز شوند. بر اثر فشار و نیروی الکترکی وارد شده، سطوح برآمده صا شده و دو قطعه به متصل می شوند.
جوشکاری مقاوتی سرباره ای (ESW)
در این روش ابتدا باید سرباره با ترکیب دلخواه تهیه شود. سپس این سرباره در اثر جریان الکتریکی ذوب می شود که از آن به عنوان مقاومت الکتریکی استفاده می شود. هنگام عبور جریان از این ماده مذاب، گرمای لازم برای جوش سطوح تامین می شود.
از دیگر روش های جوشکاری غیر ذوبی می توان به موارد زیر اشاره کرد.
2) جوش کاری انفجاری (EW)
در این روش، دو قطعه ی مورد نظر در اثر انفجاری که انجام می شود به شدت با یکدیگر برخورد می کنند و بر اثر پیوند متالوژیکی انجام شده، به یکدیگر متصل می شوند.
3) جوشکاری فرا صوتی (UW)
در روش جوشکاری التراسونیک بعد از قرار دادن دو قطعه بر روی یکدیگرتوسط دستگاهی به نام سونوترود ارتعاشاتی به آنها اعمال می شود. این ارتعاشات عموما دارای فرکانسی از بازه ی 20 تا 70 کیلو هرتز می باشند.
4) جوشکاری اصطکاکی (FRW)
گرمای لازم برای جوش در این روش از طریق اصطکاک بین سطوح تامین می شود. جوشکاری اصطکاکی برای اتصال فلزات غیر هم جنس بسیار مناسب می باشد.
5) جوشکاری با نورد (RW)
در این روش ابتدا سطوح مورد نظر را تمیز کرده، سپس آنها را بر روی هم قرار می دهند. در اثر فشار اعمال شده بر روی آنها این دو قطعه به یکدیگر متصل می شوند.
سخن پایانی
در این مقاله انواع روش های جوشکاری آشنا شدید. ما سعی کردیم تمامی روش های جوش را با جزئیات کامل در اختیارتان بگذاریم. ابزار فروشی عالمی ارائه دهنده انواع ابزارآلات برقی به ویژه اینورتر جوشکاری با بهترین قیمت


